Food processing industry
High standard, purity and consistent quality for your operation
Every food processing facility has different water quality requirements and every water source has its unique composition. We will make sure that your water suits the requirements of your business perfectly.
We manage water for these companies
The most frequent solutions we provide

Water for washing and rinsing
A huge quantity of water is used for these purposes and it needs to be hygienically flawless.

Water for dilution
When producing beverages from concentrates, the water needs to have the correct properties to prevent unwanted reactions with the concentrate.

Water for filling
In the production of non-alcoholic beverages, the water needs to be treated to make the resulting beverage visually attractive and give it a longer shelf life.

Retaining natural quality
Especially when it comes to mineral waters, it is important to meet the legislative requirements for water treatment.
How do we proceed
We always start with an on-site inspection. We will let you walk us through your operation, get to know your technologies and processes so we can design a custom solution suited to your needs. The composition of water is unique at any given place, which is why we always take samples and analyse them.
Based on this initial analysis, we propose technological solutions, which we supply and set up, then train your employees to operate. Naturally, we also provide after-sale service, with a warranty, support and spare parts supply, which are available immediately.
We design and manufacture the technological systems ourselves.
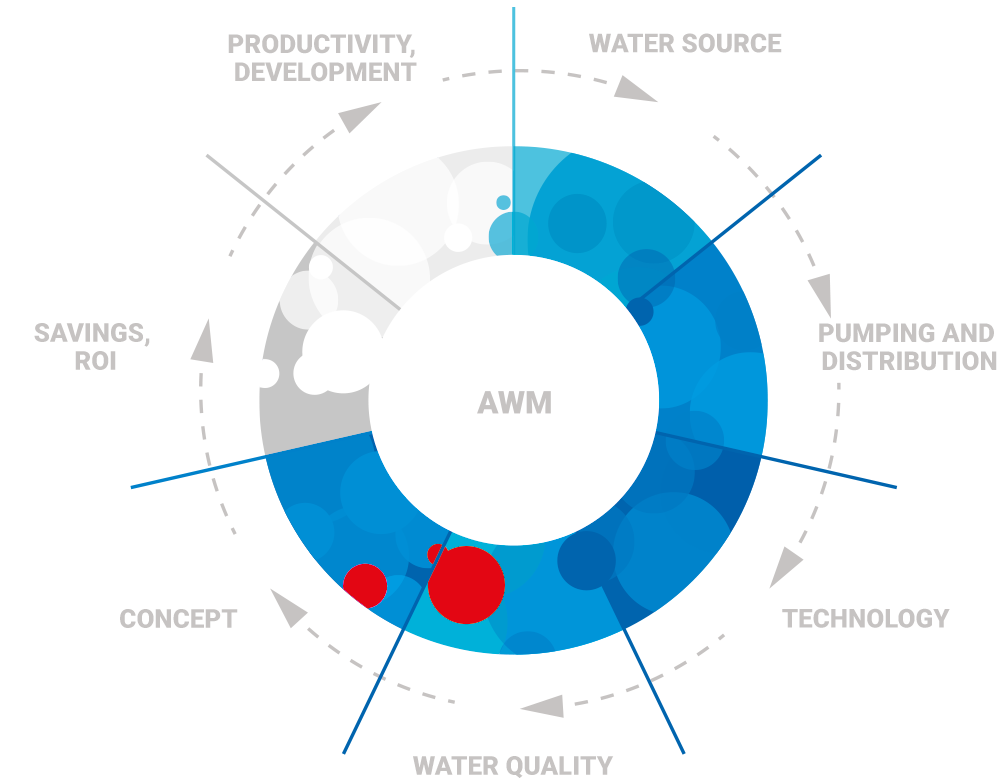
We work to our AWM methodology.
Modern water management and quality control is an integral part of our technologies. It can be connected to your SCADA system or our own monitoring system.
What you will gain by proper water treatment in food processing
An advanced system of water treatment in food processing will immediately reduce your operational costs. Equipment maintenance and repair costs will go down, you will eliminate product spoilage and internal quality mismatch, extend the lifespan of your machinery and improve working conditions for your employees.
Want to get a more detailed picture of the advantages and savings that proper water treatment on all levels will bring to your company? Read more about advanced water management throughout your operation.
25 - 30%
Reduction in maintenance costs
10 - 40%
Reduction of energy losses
70 - 75%
Reduction of failure rate
50 - 95%
Reduction of water consumption
35 - 45%
Reduction in planned outages
20 - 25%
Increase in productivity
Get to know our customers’ stories
What do they say about us and our work?
What does water affect in your facility?
Download the PDF.